





innovation
Full steam ahead for the PW1100G-JM final assembly line
From the initial idea to industrial maturity: MTU’s unique final assembly line for the PW1100G-JM engine powering the A320neo.
11.2017 | author: Silke Hansen | 4 mins reading time
author:
Silke Hansen
writes for AEROREPORT as a freelance journalist. For over ten years, she has covered the world of aviation, focusing on technology, innovation and the market. Corporate responsibility reporting is another of her areas of specialization.

Sure, MTU Aero Engines is a vital player in the engine industry; its products are key aero engine technologies. The best example is the high-speed, low-pressure turbine for the Geared TurbofanTM, which has received two awards for its innovative technologies. MTU’s expertise extends much further, however, as the system developed in-house for the final assembly of the PW1100G-JM engine that powers the A320neo demonstrates—sophisticated production technology that is unmatched anywhere in the world. As is so often the case—and this is no exception—it’s the people with their ideas, their energy, their expertise and a measure of courage to take a risk who are driving the new solutions forward.
Floor-based not crane-based
With the final assembly line for the A320neo powerplant, that person was Elmar Stichlmair who at MTU heads up PW1100G-JM industrialization. In September 2011, MTU was awarded the contract by U.S. cooperation partner and OEM Pratt & Whitney to assemble 30 percent of all PW1100G-JM engines. That was quite a challenge in itself, since this was the first time MTU had been responsible for the final assembly of a commercial engine in such large numbers. The whole assembly line had to be completely reconfigured, with the proviso that it should take up as little floor space as possible and, most importantly, offer a high degree of flexibility. Engines are normally assembled at several fixed assembly stations using cranes that run on rails suspended from the ceiling. “I had the idea to organize the assembly process using a floor-based system,” Stichlmair explains. He had previously helped to mastermind the highly automated line for the GEnx turbine center frame, which he saw as a model for his idea.
It soon became clear that the engine would travel along the main assembly line in a cart. “However, this would have had to be so large that team would not have been able to reach the engine.” And so the multiple cart concept was born. The MTU project manager continued refining the design. “The idea matured slowly.” The result is a system of up to 16 carts which, coupled together depending on the stage of assembly, move forward along the line in a similar way to a conveyor belt.
The employees assemble the engine in eight main steps—some vertical, some horizontal—inspect it, pack it up and ship it. Pre-assembly of the modules, which dovetail in from the sides, is carried out in parallel to the actual engine assembly. This makes the system especially efficient because it allows the team to work on multiple engines at different stages of completion at the same time—and from 2019 capacity is set to reach one engine a day.
“What’s more, the whole thing worked like clockwork from the get-go. Everything was a perfect fit.”
In-house solution wins through
One major challenge in terms of planning was that at the time, MTU had no documentation relating to the engine as a whole or its overall dimensions. The engine was still in the development stage and, as a specialized supplier, MTU is responsible only for individual modules. Eventually, Stichlmair was able to obtain a first set of specifications on paper. Now all that remained was to make the concept a reality. In the tender for the design and construction of the carts and fixtures, it was MTU’s in-house tooling and plant service team that came up with the winning concept. “What’s more, the whole thing worked like clockwork from the get-go. Everything was a perfect fit,” Stichlmair says, clearly still in awe of the feat his colleagues pulled off. With the detailed planning that followed, the PW1100G-JM Assembly & Test project got underway. Stichlmair headed up the project team of 100 employees and organized collaboration among the departments involved and the coordination with Pratt & Whitney.
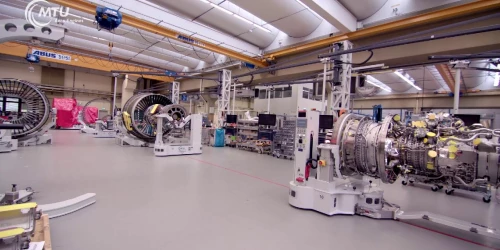

Floor-based assembly system
MTU Aero Engines’ final assembly line for the PW1100G-JM engine powering the A320neo is the only one of its kind in the world. To the video
Success without a plan B
In May of last year, the first engine on which the processes were to be tested arrived in Munich from the United States. The system worked without a hitch from the very beginning. Just as well, because there wasn’t a plan B. In early August, auditors from the Federal Aviation Administration (FAA), the U.S. aviation authority, visited Munich. They gave the new assembly concept the go-ahead. With that major hurdle cleared, things started happening really fast. In late August 2016, MTU completed assembly of the first production engine and delivered it to Airbus in Toulouse. Two months later, MTU officially inaugurated its assembly line—marking another milestone in the company’s history. It was a standout moment for Stichlmair, too, who admits to feeling proud. His faith in MTU was well-placed. The company now operates one of only three final assembly lines for the PW1100G-JM engine worldwide. This is the most important engine program for MTU’s future—and the order books are bulging.
The system has in the meantime been patented and Stichlmair and six other colleagues have received an MTU award for their achievements. “It was an extremely busy time involving many interesting as well as complex issues—and the occasional glitch along the way. But it was worth it. And the end result is an excellent product. Yet again.






