



aviation
Final assembly of the PW1100G-JM engine for the A320neo
Germany - Munich
mins reading time published on: 01.06.2018
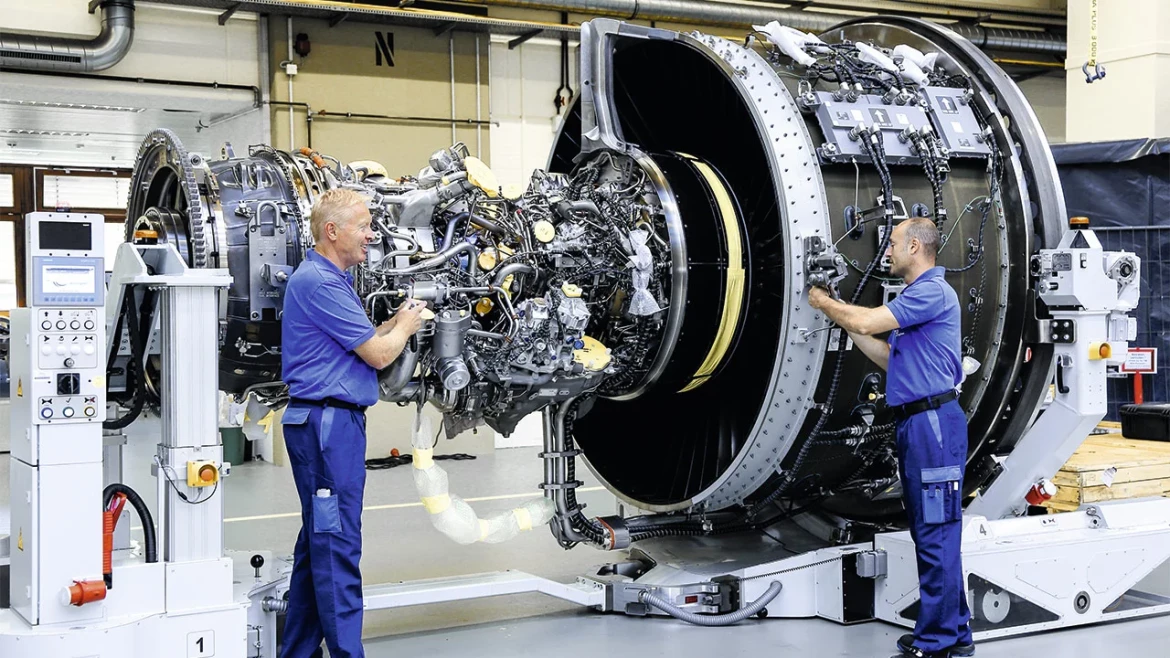
It’s 5.15 a.m. in Munich. A group of employees is just starting the early shift at the MTU location, among them Elmar Stichlmair, who heads up PW1100G-JM industrialization. His destination is the final assembly line where since 2016 the PW1100G-JM production engine for the A320 neo has been assembled. For MTU, this presents quite a challenge, since it is the first time MTU has been responsible for the complete assembly of a commercial engine. MTU was awarded the contract to assemble 30 percent of all PW1100G-JM engines by cooperation partner and OEM Pratt & Whitney back in 2011—as one of only three sites worldwide.
Engine components for the PW1000G family are produced using advanced manufacturing technologies: here a view of the blisk production facility.
Background Information Geared Turbofan™
Five renowned aircraft manufacturers have opted for the Geared Turbofan™ engine to power their aircraft: Airbus for the A320neo, Bombardier for the C Series, Mitsubishi for the MRJ regional jet, Embraer for the second generation of E-Jets and Irkut for the MC-21. MTU’s workshare in the engines of the PW1000G family is between 15 and 18 percent.
In addition to being responsible for the high-speed, low-pressure turbine and the first four stages of the high-pressure compressor, MTU also manufactures brush seals and nickel blisks for components of the high-pressure compressor that do not lie within MTU’s design responsibility. MTU is also responsible for the final assembly of 30 percent of the PW1100G-JM production engines powering the A320neo.
Innovative manufacturing technology
Since then a lot has happened. The final assembly line had to be completely reconfigured, with the proviso that it should take up as little floor space as possible and, most importantly, offer a high degree of flexibility. Engines are normally assembled using cranes that run on rails suspended from the ceiling. “We had the idea to organize the assembly process using a floor-based system,” Stichlmair explains. The result is a bespoke system featuring sophisticated and unique manufacturing technology. It comprises up to 16 carts which, coupled together depending on the stage of assembly, move forward along the line in a similar way to a conveyor belt. The key to the whole process is the carefully timed “fishbone” layout. “In total, there are eight main assembly steps, with pre-assembled components and modules dovetailing in from the sides,” says Stichlmair, explaining the system’s efficiency. The sequences on the final assembly line are choreographed down to the last detail. Flowcharts systematize the use of lubricants, for example, or with which tool and torque the engineer should tighten a screw.
Steep ramp-up
This detailed planning has paid off: in May 2016, the first engine on which the processes were to be tested arrived in Munich from the United States. The system worked without a hitch from the very beginning. Also at the first go, auditors from the Federal Aviation Administration (FAA), the U.S. aviation authority, gave the new assembly concept the go-ahead in early August 2016. In late August, MTU delivered the first assembled production engine to Airbus. Since then, the company has been experiencing a steep ramp-up: from 2019, MTU plans to supply up to 240 engines a year to Airbus in Toulouse or Hamburg.
