A fully automated process – with just a few exceptions
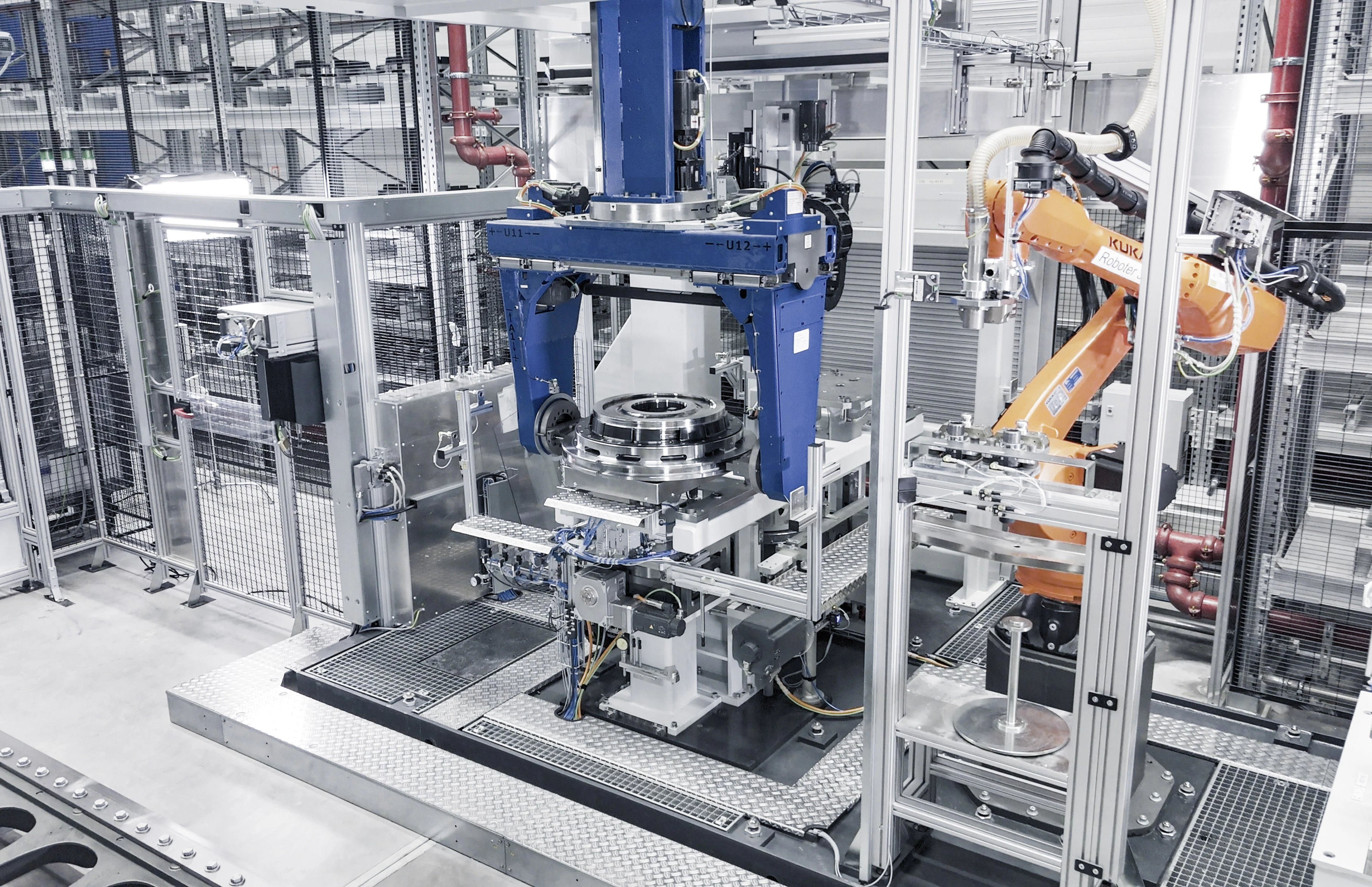
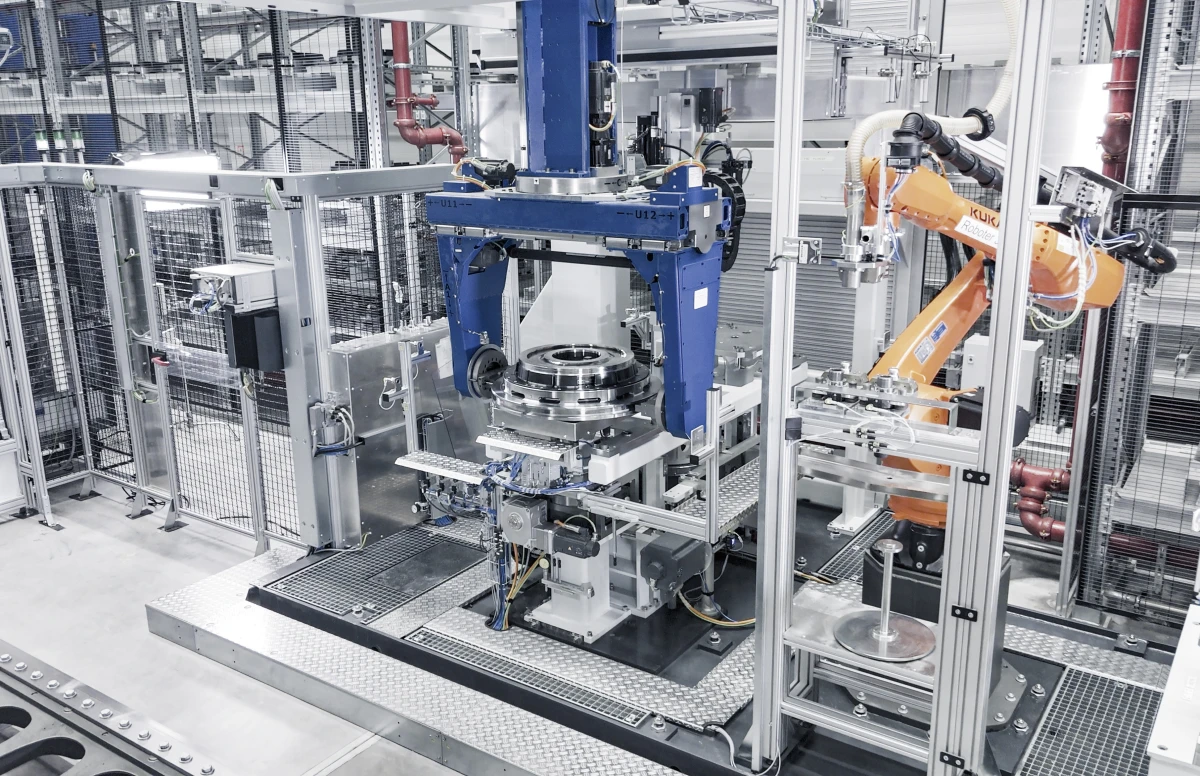
It’s clear from the first glance that the way turbine disks are manufactured here differs widely from the setup at comparable plants. “We have the most cutting-edge manufacturing facility for turbine disks in the world: with the help of industrial robots, we can set up the components and, more importantly, the tools fully automatically,” says MTU project manager Christina Braun. The independence of individual areas is another of the facility’s USPs. “We specifically wanted a handling system that’s separate from the machine workspace. In our existing facilities, this had always proved to be a limiting factor, because the process for setting up the workpiece and tools would constantly tie up the machine.”
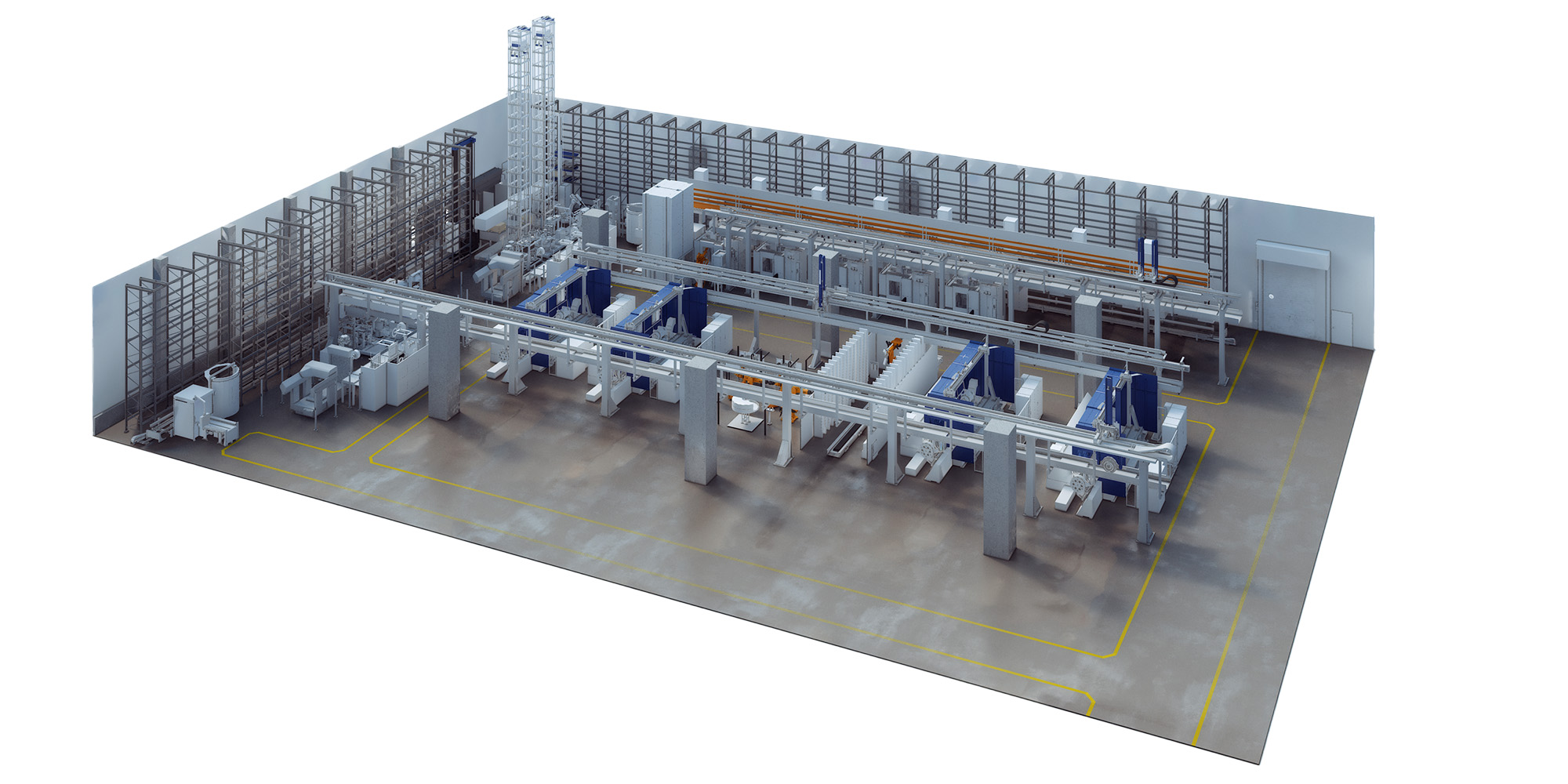
Four turning machines and four milling machines are available for machining the turbine disks. The blanks, which come from MTU’s site in Rzeszów, Poland, are first turned and then sent to the neighboring production facility for broaching. Subsequent milling is carried out in the new manufacturing facility. Here too, the workpieces are loaded automatically via an airlock and the tools are kept in a storage unit behind the machines.
At the end of the milling process, the turbine disk is deburred—a delicate manual operation in which a collaborative robot assists the human operator. Finally, the turbine disks are treated elsewhere in the facility using the required specialized technique, such as coating, shot peening, or heat treatment. They then return to the test center, located one floor above the production line, for final inspection.