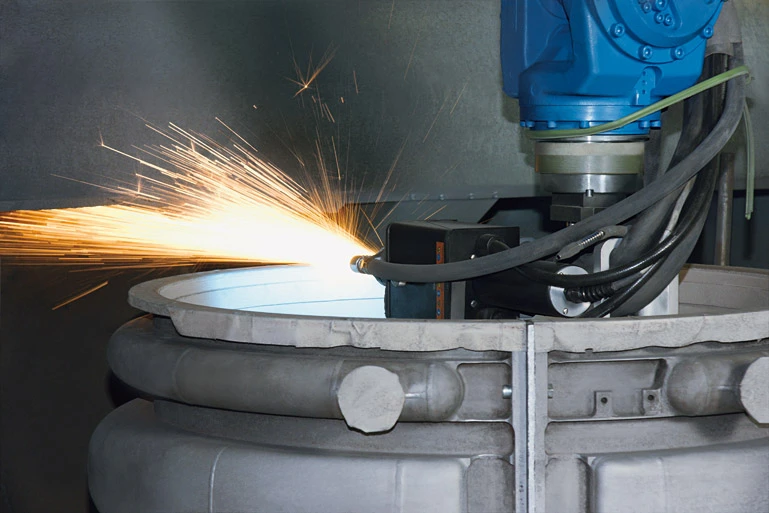
1. Thermal spraying:
In thermal spraying, the substances that will coat the workpiece are generally melted first. The energy required for this is supplied by an electric arc, flame, or gases in their plasma state. The powder or wire materials (pure metals, alloys, ceramics, or organic polymers) are sprayed onto the surface of the workpiece as a fine jet of molten particles.
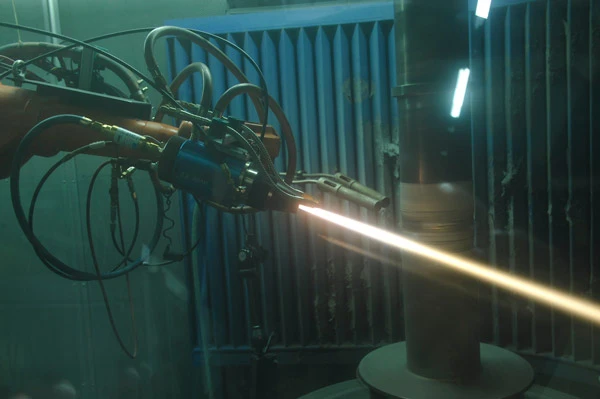
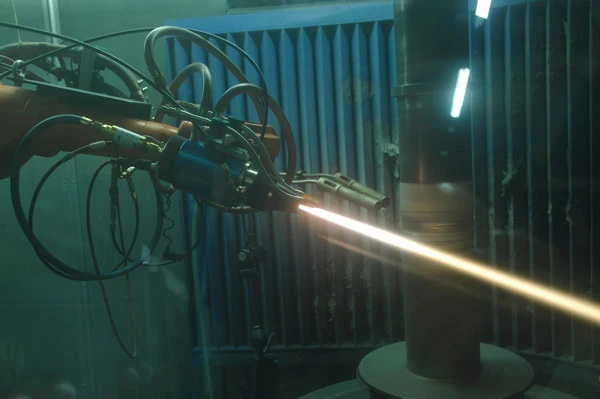
Plasma spraying
In plasma spraying, ionized gases play a key role. These are created using an electric arc—in other words, when high voltages between two electrodes discharge, thereby ionizing the gas located between them. The properties of the plasma depend mainly on the type and combination of the gases fed between the electrodes. Most of these combinations are of noble gases, such as argon or helium, mixed with hydrogen, or combinations of nitrogen and hydrogen. The higher the concentration of hydrogen, however, the higher the temperature will rise. Powdered, metallic, or ceramic materials are injected through a nozzle, generally radially, into the plasma flame and heated to several thousand degrees. Once melted, they are directed onto the workpiece to be coated.
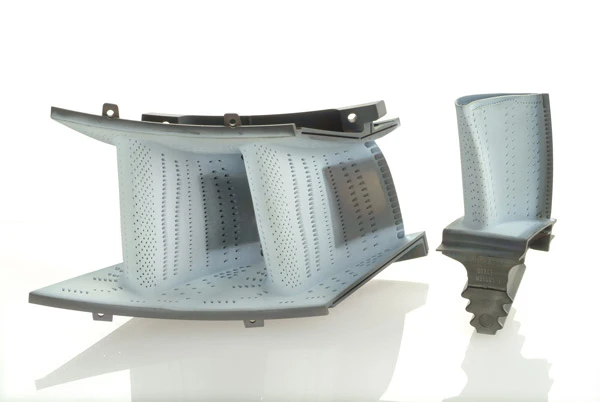
In engine construction, plasma spraying tends to use materials that have a high melting point such as hard metals or ceramics. Coatings made of these extremely hardwearing materials are required in many different places in an engine.
High-velocity oxygen fuel spraying
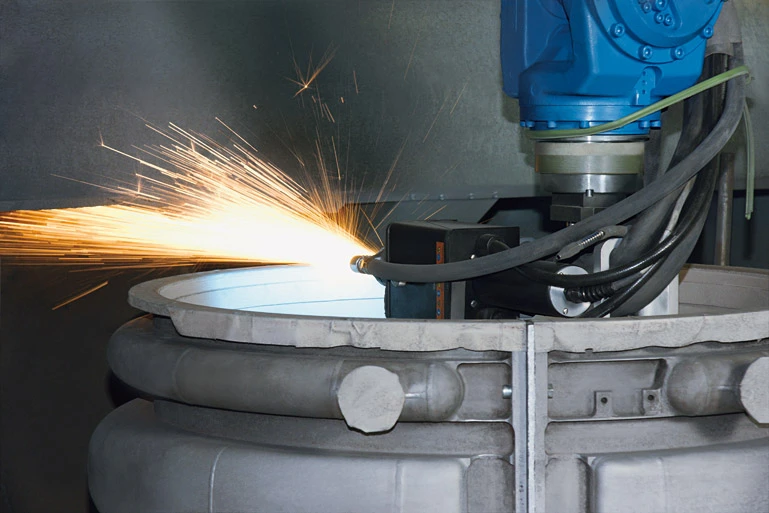
In high-velocity oxygen fuel (HVOF) spraying, the spray powder is delivered at high pressure from a combustor into a flame measuring roughly 60 centimeters in length. The flame is created by burning kerosene or hydrogen mixed with pure oxygen. The high velocity of the gas propels the spray particles toward the recipient component surface at a supersonic speed. Since the particles are moving at high speed, they spend such a short time in the flame that the ambient atmosphere can oxidize them only very slightly. HVOF spraying also drastically reduces the incidence of transformation and decomposition reactions. This results in thick, superbly adherent coatings with a relatively smooth surface, which for some applications can remove the need for mechanical reworking.
HVOF spraying can create thick coatings with excellent bonding properties. This is the technique of choice for hard, wear-protection coatings on shaft bearing seats (tungsten carbide), on turbine stators (Stellite), and for oxidation protection on turbine blades (MCrAlY).