1. Thermisches Spritzen:
Hierbei werden die Substanzen, die eine Schicht auf dem Werkstück bilden sollen, in der Regel aufgeschmolzen. Die Energie hierfür liefern Lichtbogen, Flammen oder Gase im Plasmazustand. Die als Pulver oder Draht eingesetzten Werkstoffe (reine Metalle, Metalllegierungen, Keramiken oder organische Polymere) gelangen als feiner Strahl aus flüssigen Partikeln auf die Oberfläche des Werkstücks.
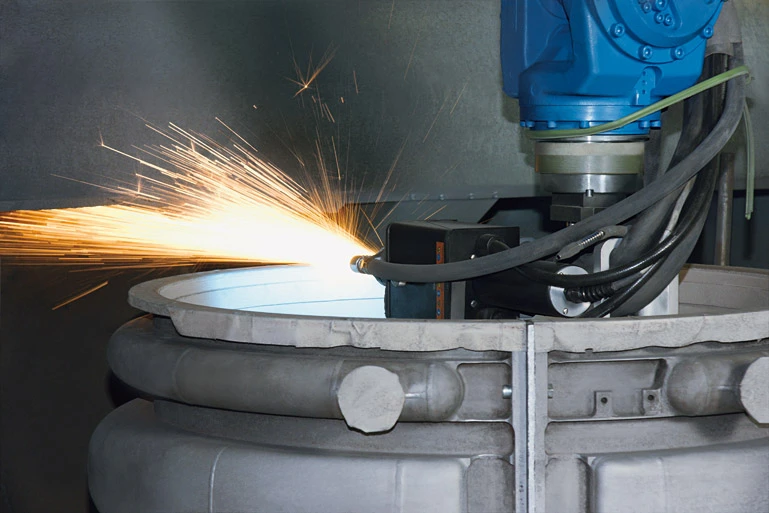
Plasmaspritzen
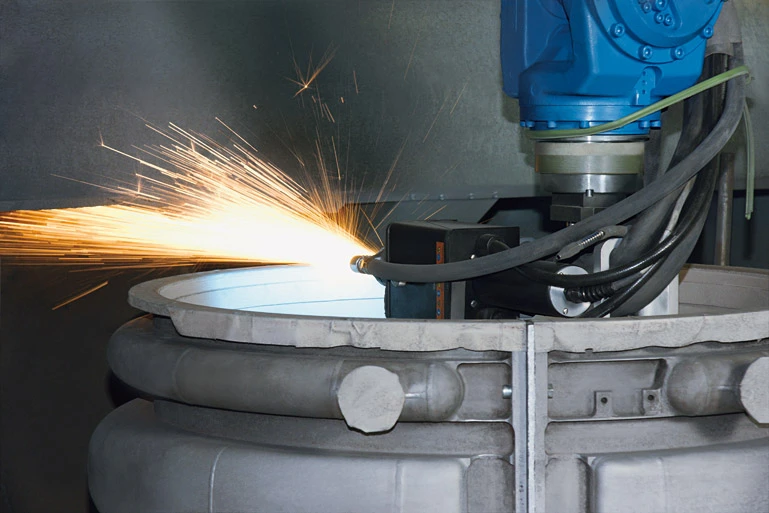
Beim Plasmaspritzen spielen ionisierte Gase eine Schlüsselrolle. Diese entstehen, wenn ein Lichtbogen gezündet wird, wenn sich also hohe Spannungen zwischen zwei Elektroden entladen und dabei das Gas, das sich zwischen ihnen befindet, ionisiert. Gesteuert werden die Eigenschaften des Plasmas vor allem durch die Art und Zusammensetzung der verwendeten Gase, die zwischen den Elektroden hindurch geführt werden. Meist kommen hier Gemische aus Edelgasen, wie Argon oder Helium mit Wasserstoff oder Gemische aus Stickstoff und Wasserstoff zum Einsatz, wobei mit zunehmender Wasserstoff-Konzentration die Temperatur ansteigt. In die Plasmaflamme werden pulverförmige, metallische oder keramische Werkstoffe durch eine Düse zumeist radial hineingespitzt, auf bis zu mehrere Tausend Grad erhitzt und im aufgeschmolzenen Zustand auf das zu beschichtende Werkstück gelenkt.
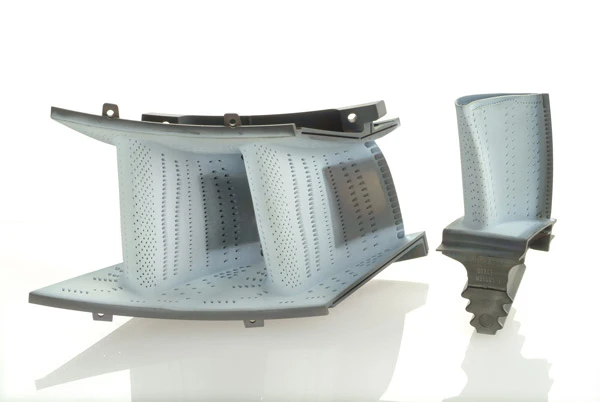
Plasmaspritzen wird im Triebwerksbau vor allem für die Beschichtungen von Materialien genutzt, die einen hohen Schmelzpunkt haben, beispielsweise Hartmetalle oder Keramiken. Schichten aus solchen sehr widerstandsfähigen Materialien werden an den unterschiedlichsten Stellen im Triebwerk benötigt.
Hochgeschwindigkeits-Flammspritzen
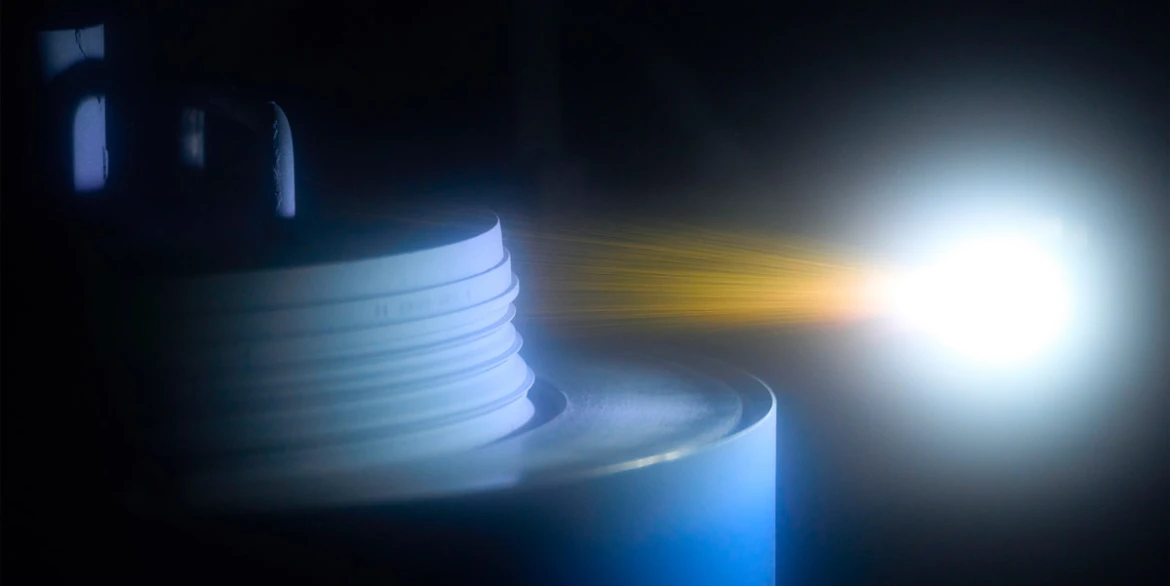
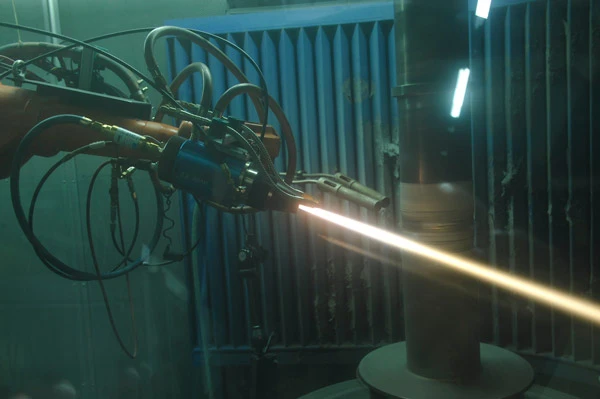
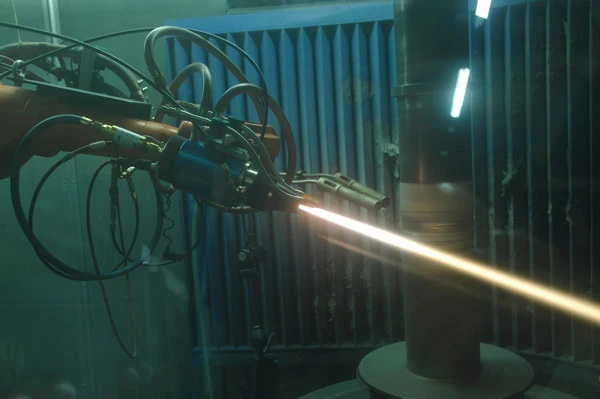
Beim Hochgeschwindigkeits-Flammspritzen (englisch: High Velocity Oxygen Fuel, kurz: HVOF) wird unter hohem Druck aus einer Brennkammer in eine etwa 60 Zentimeter lange Flamme das Spritzpulver eindosiert. Die Flamme entsteht durch Verbrennung von Kerosin oder Wasserstoff mit reinem Sauerstoff. Durch die hohe Gasgeschwindigkeit treffen die Spritzpartikel mit Überschallgeschwindigkeit auf die zu beschichtende Bauteiloberfläche. Die hohe Partikelgeschwindigkeit führt zu einer kurzen Verweildauer der Spritzpartikel in der Flamme, sodass die Partikel kaum durch die umgebende Atmosphäre oxidiert werden können. Auch Umwandlungs- oder Zersetzungsreaktionen der Spritzpartikel werden stark reduziert. Am Ende entstehen dichte, besonders gut haftende Schichten mit einer relativ glatten Oberfläche, wodurch die mechanische Nacharbeit bei einigen Applikationen entfallen kann.
Mit dem Hochgeschwindigkeits-Flammspritzen können gut haftende, dichte Beschichtungen erzeugt werden. Das Verfahren wird bevorzugt eingesetzt für harte Verschleißschutz-Schichten auf Lagersitzen von Wellen (Wolframkarbid), auf Statoren in der Turbine (Stellite) sowie als Oxidationsschutz auf Turbinenschaufeln (MCrAlY).