





innovation
MTU industrialisiert Keramikfräsen
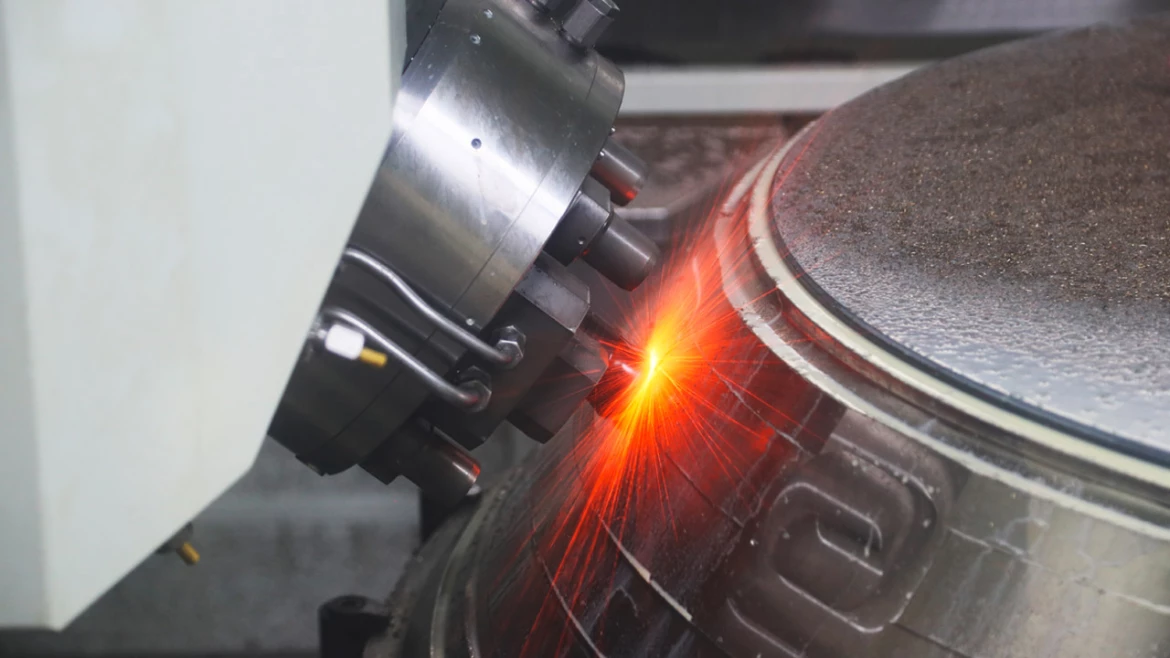
Beim GE9X-Turbinenzwischengehäuse setzt die MTU die neue Fertigungstechnologie des Keramikfräsens ein. Die Reibungshitze fliegt dabei mit den Spänen einfach weg.
08.2018 | Autor: Thorsten Rienth | 3 Min. Lesezeit
Autor:
Thorsten Rienth
schreibt als freier Journalist für den AEROREPORT. Seine technikjournalistischen Schwerpunkte liegen neben der Luft- und Raumfahrtbranche im Bahnverkehr und dem Transportwesen.
Wenn Alexander Steurer sehen will, wie sich der jüngste Spross aus der MTU-Technologiefamilie so macht, muss er nicht weit gehen: Raus aus dem Büro, den Mittelgang der nächsten Fertigungshalle hinunter, rechts in den Seitengang, vier Stufen rauf. Dann steht er vor ihr, der MCM Clock 1800, jener neuen Maschine für die ebenso neue Technologie, die da heißt: Keramikfräsen. Deren Fräsköpfe bestehen aus Keramik statt aus Hartmetall.
Steurer, der bei der MTU Aero Engines die NC-Programmierung in der Gehäusefertigung leitet, also die Softwareerstellung der Fertigungsmaschinen, deutet auf den hellorangenen Punkt zwischen Fräskopf und GE9X-Turbinenzwischengehäuse (Turbine Center Frame, TCF). „Fast 1200° Celsius sind das“, sagt er. „Das ist schon verdammt heiß.“
Bei konventionellen Fertigungsverfahren wollen die Ingenieure genau das tunlichst vermeiden. Beim Keramikfräsen steckt pure Absicht dahinter. Erst wenn das Inconel 718, eine Nickel-Chrom-basierte Superlegierung, so richtig heiß wird, ändert es seinen Aggregatzustand. Dann ist es nicht mehr superhart, sondern weich und teigig. „Jetzt kann der Fräskopf das Material buchstäblich herausreißen.“
In dutzenden Versuchsreihen entwickelten die NC-Programmierer spezielle Abfolgen aus An- und Abfahrbewegungen.
Kühlung inbegriffen
Sinn und Zweck des brutalen Prozederes: Mit den teigigen Spänen fliegt die Hitze regelrecht vom Bauteil weg. Auch das ist dringend nötig: „Kühlschmierstoffe wären hier kontraproduktiv und würden zu einem Thermoschock führen“, sagt Steurer. Die Bauteiltemperatur wird lediglich durch die luftgekühlte Spindel etwas gesenkt – von jenem Ende des Bauteils aus, an dem gerade nicht gefräst wird.
Seit dem Jahr 2013 forscht Steurers Mannschaft an der Methode. Doch erst seit dem vergangenen Jahr steht mit der MCM Clock 1800 jene Maschine zur Verfügung, die nun den Durchbruch brachte. Bis zu 14.000 Umdrehungen erreicht ihre Spindel in der Minute. Keramik plus Inconel 718 plus Geschwindigkeit lautet die Rechnung für die nötige Hitze. Mit der Vorgängermaschine waren gerade einmal etwas über 4.000 Umdrehungen möglich.
In dutzenden Versuchsreihen haben die Programmierer zusätzlich spezielle Abfolgen aus An- und Abfahrbewegungen entwickelt. Dabei die optimale Kombination aus Vorschub, Einfahrweg, Drehzahl und Schnitttiefe ausgetüftelt. „Ich glaube nicht, dass es irgendwo auf der Welt jemanden gibt, der einen so umfangreichen Test durchgeführt hat.“
Veränderter Fräsablauf
Die Reibungshitze macht auch einen anderen Ablauf der einzelnen Frässchritte nötig. „Normalerweise bearbeitet man Gehäuse in einem Zug rundherum“, erklärt Stefan Gremminger, NC-Programmierer in Steurers Team. „Das funktioniert beim Keramikfräsen aber nicht.“ Würde Gremminger direkt nebeneinander liegende Sektionen unmittelbar nacheinander fräsen, würde sich das Material zu stark ausdehnen. Das kreisrunde Zwischengehäuse würde, wenngleich fürs Auge nicht sichtbar, zu einer Art Ei. Das brächte die peniblen Genauigkeiten in Gefahr. Die Toleranzen liegen, obwohl die MTU das Verfahren lediglich bei der Vorkonturbearbeitung einsetzt, bei einem zehntel Millimeter. „Wir drehen das Bauteil deshalb nach jedem Fräsabschnitt um 60 Grad weiter“, erklärt Gremminger. „Das kostet zwar Zeit – aber die sparen wir durch das schnellere Fräsen mehr als wieder ein.“
Etwas über zehn GE9X-Turbinenzwischengehäuse sind mittlerweile mit der neuen Technologie gefertigt, zuletzt auch schon die ersten fliegenden Teile für die Boeing 777X. Deren Erstflug ist für das Jahr 2019 vorgesehen. Ein Jahr später sollen die ersten Maschinen zu den Kunden gehen.




