Alle Bearbeitungsschritte in einer Maschine
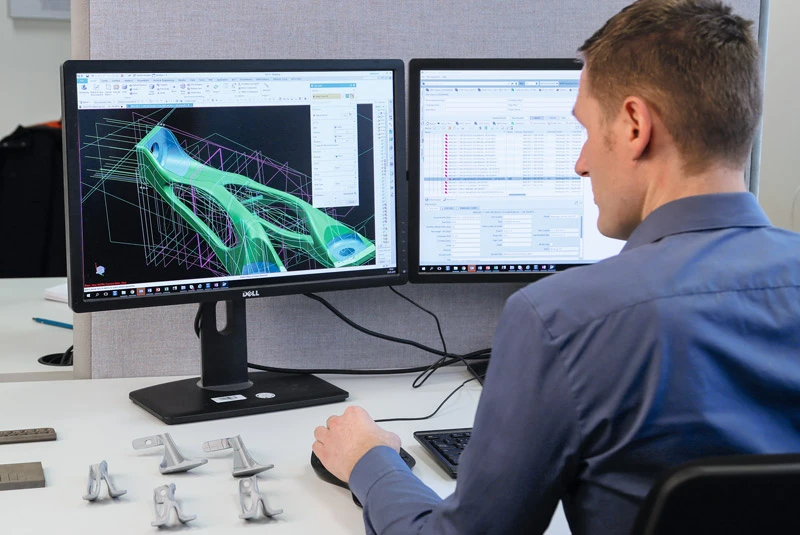
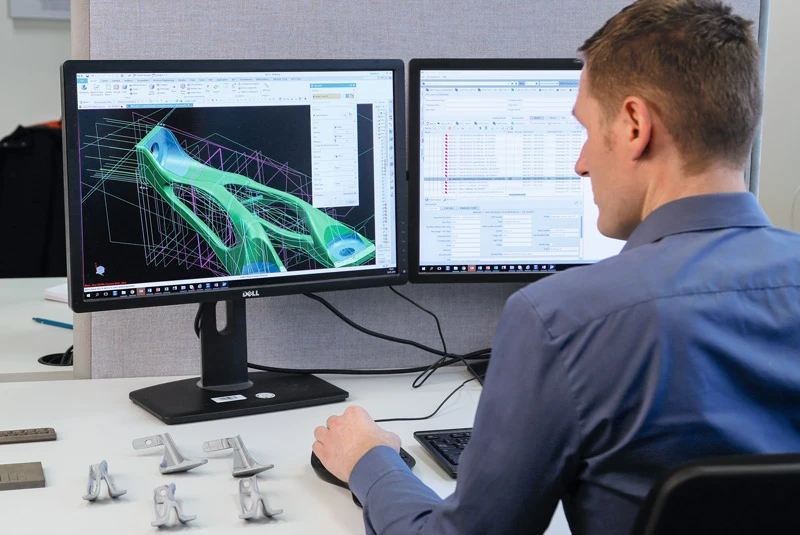
Es folgt das Ausrichten des Bauteils in der Maschine und die Bereitstellung des passenden, vorgesehenen Werkzeugs für die Bearbeitung. Das Werkzeug bearbeitet das Werkstück in den unterschiedlichen vorgegebenen Schritten und schreibt die dazu passenden Prozessdaten. Ist das jeweilige Werkstück fertig, folgt das nächste. Die Abarbeitungsreihenfolge wird dabei über Prioritäten durch die Werkstatt festgelegt, die sich nach den Lieferbedingungen richten.
So arbeiten die Maschinen über längere Zeit vollautomatisch ohne menschliches Zutun gemäß der vorgegebenen Abläufe – so lange bis entweder ein notwendiges Werkzeug fehlt oder bis sämtliche Bauteile bearbeitet und alle Aufträge abgearbeitet sind. Erst beim Fehlen einer der Komponenten für den nächsten Schritt fordert die Fertigungslinie einen menschlichen Bediener an.
Im Blick: Hochgradig automatisierte Produktion
Die nächste Maschinengeneration soll noch selbstständiger agieren: Hier könnten Bauteile bei ausreichend vorhandenem Material über längere Zeit auch zwischen verschieden gerüsteten Maschinen getauscht werden. Das erhöht zum einen die Effizienz einer solchen Anlage und ermöglicht zudem deutlich längere automatisierte Produktionsphasen.
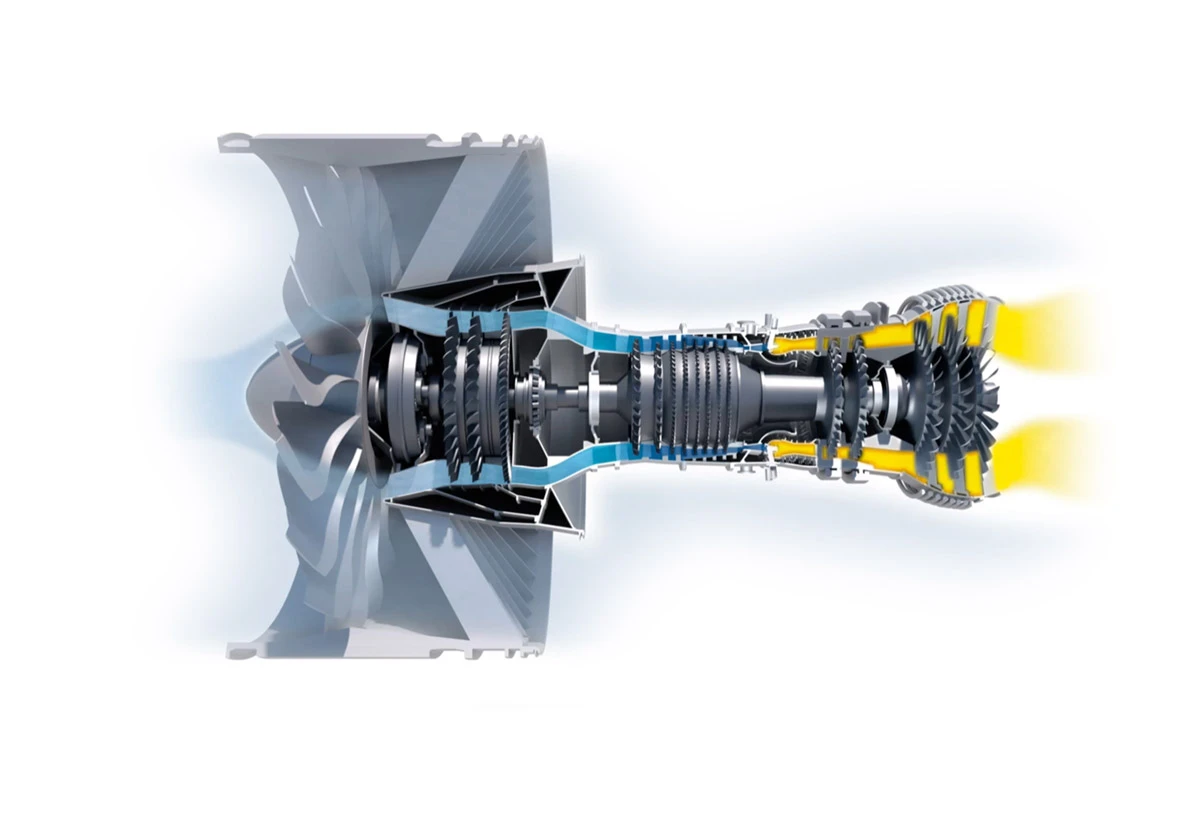
Geboten und sinnvoll ist eine solche Erneuerung aber nicht nur aufgrund technischer Weiterentwicklung, sondern auch weil die Turbinenzwischengehäuse immer größer werden. Denn das GE9X ist nicht nur das größte zivile Triebwerk von GE, es schafft neue Herausforderungen an die Fertigung: Schon heute erreichen TCFs einen Durchmesser von rund 1,5 Metern, beim GE9X sind sie aber noch ein ganzes Stück größer.