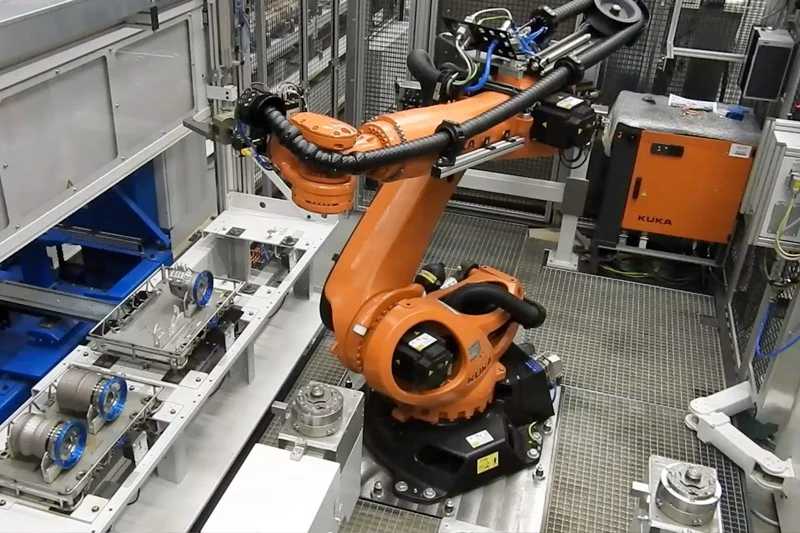
In the Flexible Manufacturing System, the production of components runs fully automatically – from tool preparation and component processing to storage of the finished components. The system can operate for up to 66 hours without human intervention. And this is how it works:
1. Tool preparation:
The tools are prepared in the presetting cell. The setup process can be reduced to around 15 minutes. One tool carrying unit is in use while the other is being prepared.
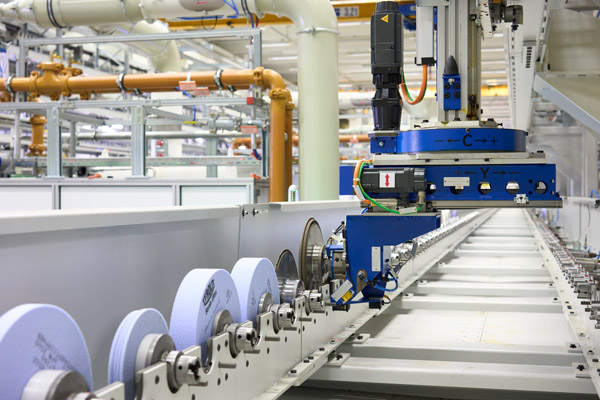
2. Filling the racks (with the blank parts):
The employee fills the wireframe racks with the blank parts. These are fed into a high rack before making their way into the machine.
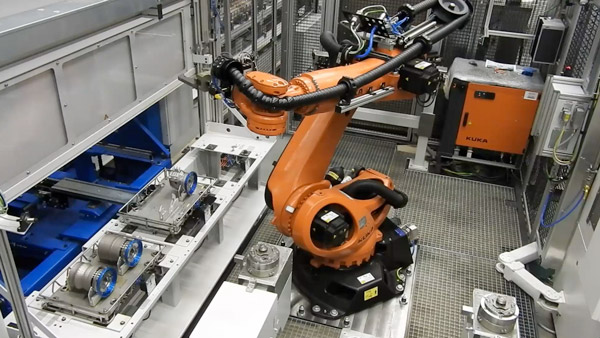
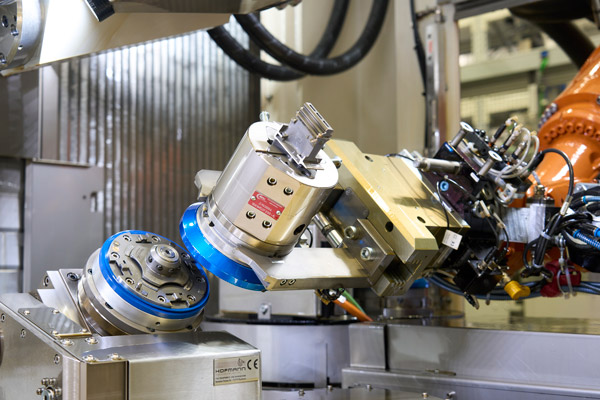
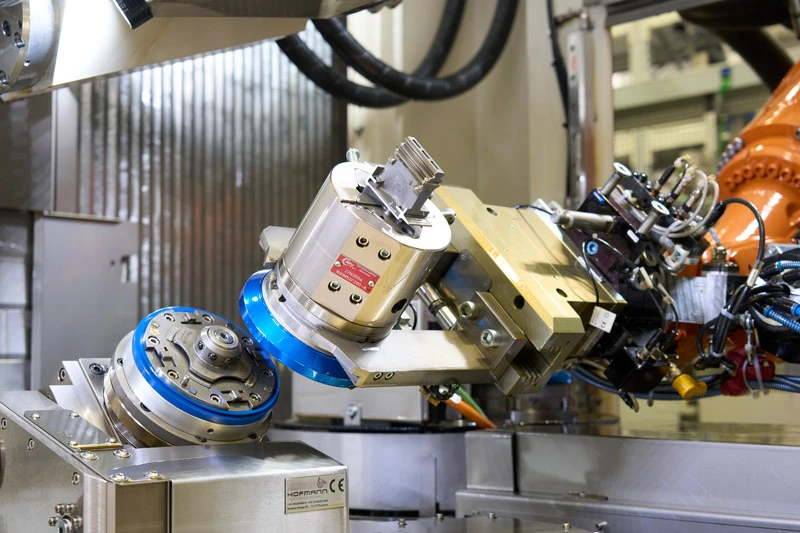
3. Fixture elements on the clamping station:
Inside the robot cell, the fixture elements are placed on the clamping station. The robot picks up the equipment it needs from the tools and jigs provided.
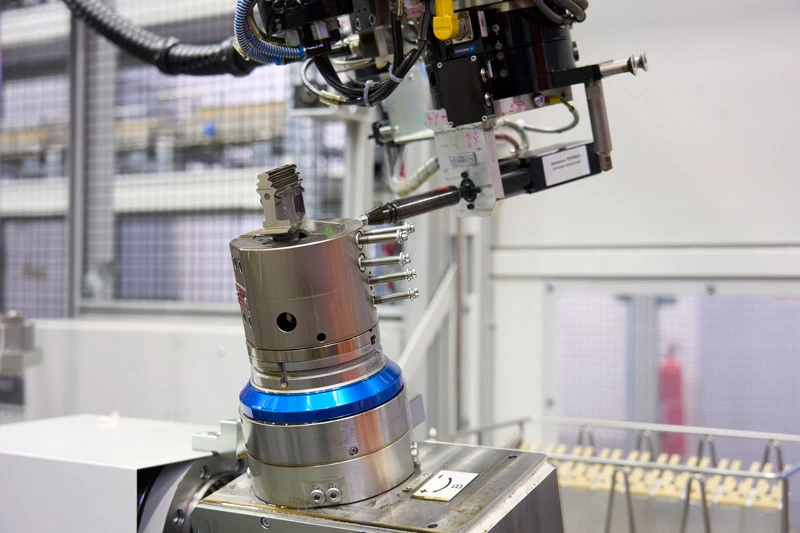
4. Clamping the part:
The clamping of the part is also automated; the robot picks up the next part and inserts it into the clamping station. Both the clamping process and assembly were developed at MTU.
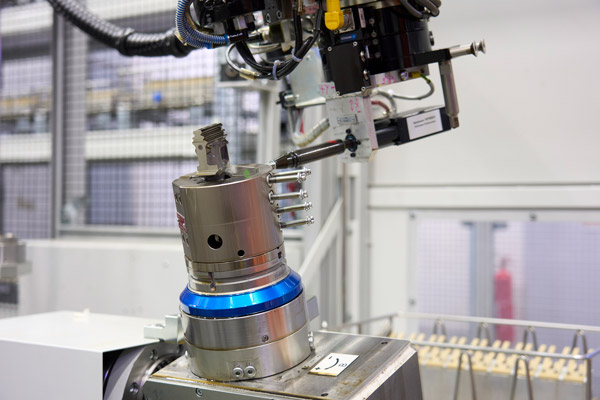
5. Transfer into the processing chamber:
The part is then transferred to the machine’s processing chamber with the zero point clamping system.
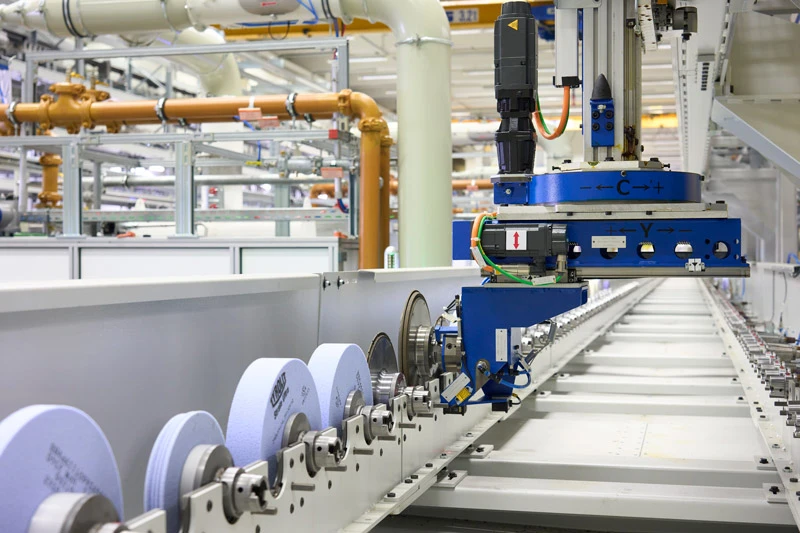
6. Tool transport in the chain magazine:
The tool portal transports the required processing tools into the chain magazine located in the processing chamber.
7. Tool transport in the processing chamber:
The tools are then transported from the chain magazine into the processing chamber.
8. Component processing:
Within the machine, the exact position of the blank part is determined and the part is precisely calibrated. Then the actual processing can take place, in this case grinding. The NC program for the tool machines was also developed at MTU.
9. Component storage in the high rack:
The finished component is then transported into a high rack. From here it is stored for (manual) processing. In the medium term, this processing is also planned to be automated.