Die anwendungsnahe Forschung mit exzellenten Hochschulpartnern liefert der MTU wichtige Impulse und Kenntnisse – etwa für die Technologieentwicklung in der Instandhaltung.
Autorin: Nicole Geffert | 6 Min. Lesezeit | veröffentlicht am: 10.08.2022 |
Die anwendungsnahe Forschung mit exzellenten Hochschulpartnern liefert der MTU wichtige Impulse und Kenntnisse – etwa für die Technologieentwicklung in der Instandhaltung.
Autorin: Nicole Geffert | 6 Min. Lesezeit | veröffentlicht am: 10.08.2022 |

Auf den Prüfständen der MTU Maintenance Hannover herrscht Hochbetrieb. Eng getaktet absolvieren hier instandgesetzte Triebwerke die erforderlichen Abnahmeläufe. Um in diesem straffen Zeitplan Sondertests zu Forschungszwecken zu integrieren, bedarf es einer reibungslosen Zusammenarbeit. Wie das gelingen kann, haben die MTU und die Teams zweier MTU-Forschungspartner bewiesen: Am Start waren das Institut für Flugantriebe und Strömungsmaschinen (IFAS) der Technischen Universität Braunschweig sowie das Institut für Turbomaschinen und Fluid-Dynamik (TFD) der Leibniz Universität Hannover (LUH).

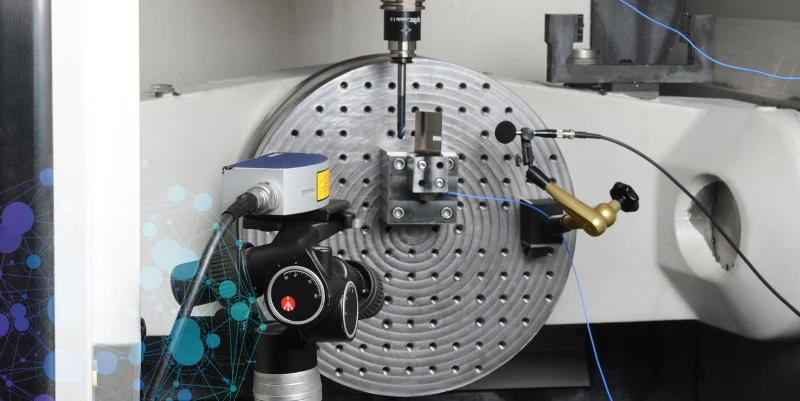
Ausstattung mit Sondermesstechnik: Auf dem Prüfstand der MTU führten die Forschungsteams der Universitäten verschiedene Tests an einem V2500-Triebwerk durch.


Blick aus der Messwarte: Bei den am Prüfstand durchgeführten Back-to-Back-Tests geht es um die Gegenüberstellung von Testergebnissen aus weiteren noch geplanten Testläufen.
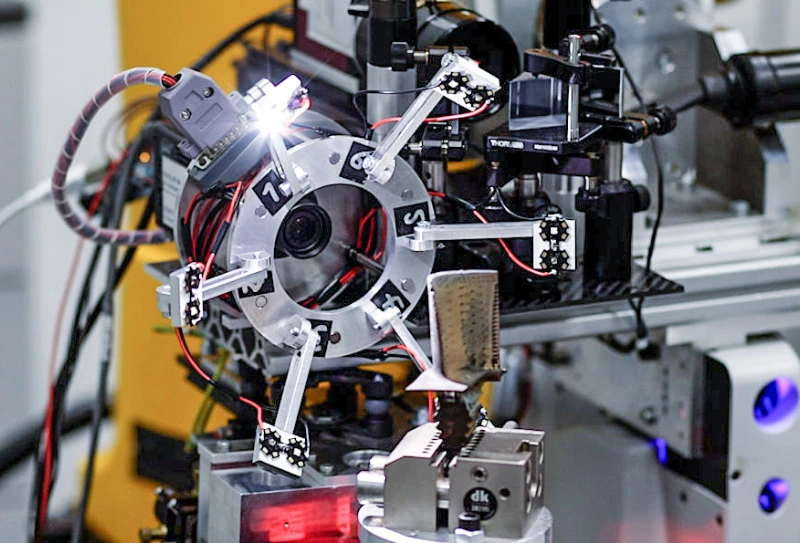
„Unsere Hochschulpartner haben eine starke Leistung gezeigt“, sagt Dr. Jörn Städing, Technologiekoordinator MRO bei der MTU Maintenance Hannover. Auf dem Programm stand ein komplexer Back-to-Back-Test, in dem es um die Gegenüberstellung von Testergebnissen zweier unterschiedlicher Hochdruckverdichter-Konfigurationen geht. Der Test ist Teil eines gemeinsamen Technologieprojekts von der MTU und dem IFAS. Zu diesem Zweck wurde das V2500-Forschungstriebwerk des IFAS zweimal innerhalb weniger Monate auf dem MTU-Prüfstand eingerüstet und mit Sondermesstechnik ausgestattet. Das Forschungsteam des TFD nutzte den Sondertest wiederum für eine Abgasstrahlanalyse. Dabei wurde ein neuartiges Verfahren zur Früherkennung von Schäden im Heißgaspfad getestet, bei dem der Abgasstrahl optisch vermessen wird.
Dieser Versuch war Teil eines Projekts im Sonderforschungsbereich (SFB) 871 „Regeneration komplexer Investitionsgüter“, angesiedelt an der LUH. Seit 2010 erforschte ein interdisziplinäres Wissenschaftsteam am Beispiel eines zivilen Flugzeugtriebwerks, wie etwa komplexe Bauteile effizient und ressourcenschonend repariert werden können. „In dem Sonderforschungsbereich wurde ein Vielzahl verschiedener Technologien rund um die Instandsetzung von Triebwerken entwickelt - von neuartigen optischen Messmethoden über Schweißreparaturen bis hin zu Produktionsplanungsverfahren.“ sagt Dr. Michael Bartelt, Leiter Industrial Engineering bei der MTU Maintenance Hannover. „Die Zusammenarbeit mit unseren Hochschulpartnern ist für die MTU als Instandhaltungsspezialisten äußerst wertvoll und zeigt gut, wie der Brückenschlag zwischen Grundlagenforschung und praktischer Anwendung in der Industrie gelingen kann“, so Bartelt weiter.
Die MTU stand im Austausch mit dem SFB871. „Auch in der Instandhaltung gibt es keinen Stillstand in der Technologieentwicklung“, sagt Städing. „Unser MRO-Gesamtprozess soll weiter optimiert und noch effizienter werden. Darüber hinaus kann technologischer Fortschritt auch gänzlich neue MRO-Produkte ermöglichen – beispielsweise in Form spezieller Instandhaltungsdienstleistungen.“
Die Zusammenarbeit mit leistungsstarken Hochschulen und Instituten ist ein fester Bestandteil der Forschung und Entwicklung bei der MTU. Die Kooperationen liefern wichtige Impulse und neue Kenntnisse. Und für Grundlagenforschung bleibt den MTU-Expert:innen, die ins Tagesgeschäft eingebunden sind, kaum Zeit. Hier baut die MTU deshalb auf die Zusammenarbeit mit den Hochschulen.


„Mit ausgesuchten Universitäten hat die MTU Kompetenzzentren gegründet“, erklärt Ann-Kathrin Jung, Programmkoordinatorin Technologie-Partnermanagement bei der MTU Aero Engines. „Mit diesen Hochschulen unterhalten wir langfristige, strategische Partnerschaften und führen besondere Forschungsprojekte auf dem Gebiet unserer Kernkompetenzen durch.“ Zusätzlich zu den Kompetenzzentren kooperiert die MTU für spezifische Fragestellungen mit weiteren hochkarätigen Hochschulpartnern.
Mindestens genauso wichtig wie die akademische Fachkompetenz sind eine langjährige, enge Zusammenarbeit und ein intensiver, persönlicher Dialog. Mit der LUH und dem Laser Zentrum Hannover hat die MTU 2008 das Kompetenzzentrum „Maintenance, Repair & Overhaul“ gegründet, um gemeinsam an Zukunftsthemen in der Reparaturentwicklung und Instandhaltungsstrategie zu forschen. Zum Kompetenzzentrum gehört seit 2019 auch die TU Braunschweig mit dem IFAS.
„Die technologische Kompetenz der MTU und ihre hohen Anforderungen an uns machen den Reiz der offenen und vertrauensvollen Zusammenarbeit aus“, sagt Professor Jörg Seume, Leiter des Institut für Turbomaschinen und Fluid-Dynamik an der LUH. Die Hochschulen forschen unabhängig, aber im Rahmen der Kooperation auch anwendungsorientiert. Für die Forschungsaktivitäten im SFB871 stellte die MTU nicht nur ihren Prüfstand, sondern auch betriebsbeanspruchte Komponenten zur Verfügung, damit die Forschungsteams die Auswirkungen des Verschleißes untersuchen können.


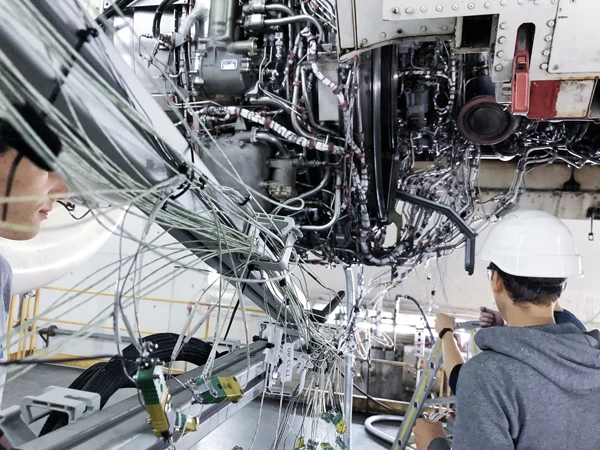
Zustandsüberwachung von Triebwerken: Beim Institut der Luftfahrtantriebe (ILA) der Universität Stuttgart können auf Prüfständen ganze Triebwerke oder ihre Module in Betrieb genommen werden. Sie werden dort über einzelne Messgeräte und Hochleistungsrechner auf ihr Verhalten in großen Flughöhen untersucht.
„Die Kooperation mit der MTU ermöglicht uns, unsere Methoden in einer realen industriellen Umgebung zu erproben“, sagt Seume. So konnte das TFD-Team in über 12 Jahren anspruchsvoller Projektarbeit ein tieferes Verständnis für die komponentenübergreifenden Effekte in einem Triebwerk gewinnen. Seume: „Viele Ergebnisse haben eine Reife erreicht, die den Transfer in die industrielle Anwendung ermöglichen.“
Auf dem Gebiet vorausschauender Instandhaltung (Predictive Maintenance) arbeitet die MTU mit einem weiteren exzellenten Partner zusammen: 2006 hat sie mit der Universität Stuttgart das gemeinsame Kompetenzzentrum für Turbinen-Testing und Thermodynamik gegründet. Forschungspartner der MTU sind die Institute für Luftfahrtantriebe (ILA) und Thermodynamik der Luft- und Raumfahrt (ITLR). Im ILA trifft die MTU auf Wissenschaftler:innen, die auf den Gebieten Lebenszyklusanalyse, Strukturmechanik, Flugantriebe der Zukunft und Zustandsüberwachung forschen.
Um den Zustand von Triebwerken zu überwachen, hat die MTU das Engine Trend Monitoring (ETM) entwickelt, das wichtige im Flug gemessene Parameter eines Triebwerks beobachtet und bewertet. Mit den gewonnenen Erkenntnissen und den Erfahrungswerten aus Shop Visits lassen sich Auffälligkeiten frühzeitig feststellen und Triebwerksausfälle vermeiden. „Das ETM-System wird laufend weiterentwickelt, und das ILA ist dabei ein wichtiger Partner für uns“, sagt Jürgen Mathes, Experte für Engine Health Monitoring bei der MTU Aero Engines.


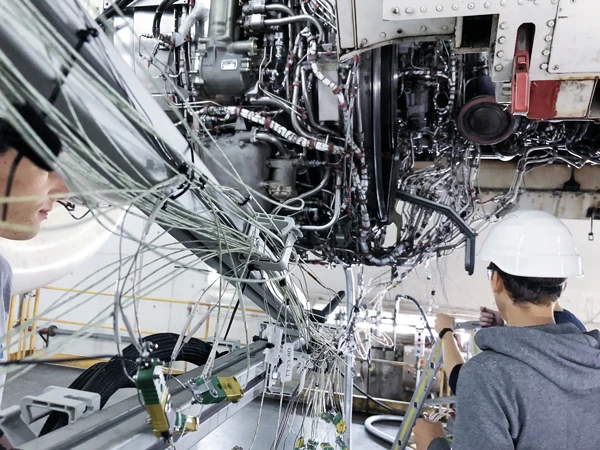
Frühwarnsystem für Triebwerke: Das von der MTU entwickelte Engine Trend Monitoring überwacht alle wichtigen Parameter während des Flugs. Schon kleinste Abweichungen werden erkannt und können vorausschauend behoben werden.
Statt zwei bis fünf diskreter Datenpunkte pro Flug werden künftig kontinuierlich Daten aufgezeichnet. Die Fachleute sprechen von Full Flight Data, wenn pro Sekunde ein Datenpunkt aufgenommen wird. Um diese 1-Hertz Daten für das ETM nutzbar zu machen, sind innovative Methoden aus den Bereichen fortschrittliche Datenanalyse und maschinelles Lernen unabdingbar. Mathes: „Für die Entwicklung dieser zukunftsweisenden Methoden ist eine Kombination aus den Expertisen Luftfahrtantriebe und Datenanalyse gefragt.“
Und diese Expertise findet die MTU im ILA, das von Professor Stephan Staudacher geleitet wird. „In der jetzigen Phase der Zustandsüberwachung spielen Algorithmen wie künstliche neuronale Netze eine wichtige Rolle“, sagt er. „Wir forschen auch auf diesem Gebiet und vermitteln der MTU die fachlich passenden Studierenden und Doktoranden, die Lösungsansätze im Rahmen einer Master- oder Promotionsarbeit entwickeln.“
Mathes spürt die hohe Motivation: „Mit unseren Hochschulpartnern wie das ILA entwickeln wir gemeinsam kontinuierlich neue, zukunftsweisende Projekte.“ Durch die Praxisnähe sichert sich die MTU zudem frühzeitig Nachwuchskräfte von den Hochschulen. Staudacher sieht die Kooperation mit der MTU auch als Teil einer hochwertigen wissenschaftlichen Ausbildung: „Die jungen Menschen lernen die Regeln solcher Partnerschaften kennen und wie man verlässlich und vertrauensvoll agiert.“ Und er freut sich, wenn Absolvent:innen seines Instituts bei der MTU einen interessanten Job gefunden haben. „Die MTU ist wegen ihrer Unternehmenskultur gerade auch für junge Menschen attraktiv“, so der Institutsleiter.
Den persönlichen Kontakt zu den Hochschulen hält Mathes für sehr wichtig. Entsprechend hat er zugesagt, in einer Vorlesung am ILA über das ETM in der Praxis zu berichten – um dabei auch die Chance zu nutzen, auf die MTU als Technologieführer und innovativen Arbeitgeber aufmerksam zu machen.