innovation
Coatings protect engine components
Coatings protect engine components against high temperatures, chemical attacks and rapid erosion caused by sand and dust. They have become a key technology on the path to more efficient aircraft engines with higher combustion temperatures and cost-effective operation.
05.2017 | author: Denis Dilba | 7 mins reading time
author:
Denis Dilba
holds a degree in mechatronics, is a graduate of the German School of Journalism, and founded the “Substanz” digital science magazine. He writes articles about a wide variety of technical and business themes.
According to Frank Seidel, with the exception of aggressive volcano ash, “which planes should always fly around anyway,” there is only one thing that creates more problems for engines in everyday flight service than sand—and that is liquid sand. Hang on, sand can become liquid? “You bet,” says the Director Repair Engineering at MTU Maintenance Hannover. “At temperatures of around 1,500 degrees Celsius in the combustion chamber of a modern aircraft engine, sand just melts away.” And until recently, Seidel and his colleagues were regularly seeing close up the harm these grains cause while carrying out repairs. Gaping centimeter-wide holes in the combustion chamber were not uncommon. This happens when the hot molten sand reacts with the thermal protection coating and causes it to flake away. In these exposed areas, the intense heat then burns holes through the chamber wall. A similar fate is suffered by the blades of the high-pressure turbine that directly follows the combustion chamber.


Before repair Inside a CF6-80C2 combustor.

Before repair Inside a CF6-80C2 combustor.

Restored CF6-80C2 combustion chamber with thermal barrier coating.

Restored CF6-80C2 combustion chamber with thermal barrier coating.
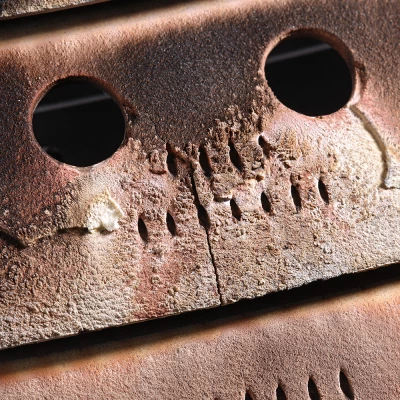
Delamination Damage to the thermal barrier coating in the combustion chamber of a CF6-80C2.

Delamination Damage to the thermal barrier coating in the combustion chamber of a CF6-80C2.
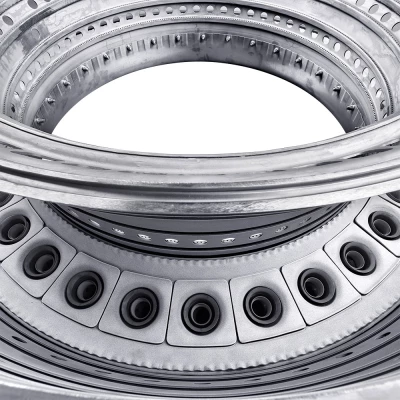
As good as new Thermal barrier coating in the CF6-80C2 combustion chamber

As good as new Thermal barrier coating in the CF6-80C2 combustion chamber
CMAS-resistant thermal protection coating
When such damage is discovered in an engine, it often has to be replaced and at short notice. And because the engine then has to be laboriously dismantled for repairs, the costs shoot up even higher. Thanks to a new engineering development by MTU Aero Engines, customers will have to contend with these massive damage situations in sandy regions less frequently in the future. It’s a thermal protection coating that is able to withstand liquid sand to a large extent. The CMAS-resistant thermal protection coating—CMAS stands for calcium-magnesium-aluminum silicates, the main components of sand—is just one example of the performance and variety of the coating systems used at MTU. Ordinary thermal barrier coatings consist of a metallic corrosion protection layer beneath a layer composed of yttria-stabilized zirconia (YSZ), a micro-porous ceramic. “This oxide ceramic conducts heat very poorly and keeps the air-cooled components at lower temperatures,” explains Seidel. However, if YSZ comes into contact with molten sand, it absorbs it, becomes saturated, hardens and flakes off. The solution Seidel’s team came up with was to place a further layer over the YSZ layer. The new layer reacts with the molten sand in such a way that the heat insulation is retained. “The tricky thing was to prove that the regular thermal coating beneath the additional CMAS layer also works flawlessly even when the aircraft is not flying over regions with a lot of sand. Without this proof, we wouldn’t have got certification for it,” says Seidel.
More than half of components in an engine are coated
“In today’s engines, it’s actually quite hard to find a component that isn’t coated,” says Dr. Jörg Eßlinger, Director Materials Engineering and Componenttesting at MTU in Munich. “More than half of them are already coated in one way or another.” One large group of coatings is used primarily to protect against abrasion. A main source of abrasion is sand and dust that is sucked into the engine and that acts on the engine components like a sandblaster. Another source is components—for example, blades and casing parts—moving and rubbing against each other. The other large group of coatings has the job of protecting the engine materials mainly against hot gas and chemical attacks, such as those caused by liquid sand. Eßlinger is convinced that the proportion of coatings used in engines will grow even further in the future. After all, one of the few levers for increasing the efficiency of engines consists in making the combustion process even hotter. And this is a challenge that the engine materials cannot master without better, higher-performance coatings. According to Seidel, “most of the materials in use today couldn’t be used without high-tech coatings.”

Coatings in the engine
Without high-tech coatings for sensitive engine parts, aviation would not be what it is today. A look behind the scenes, or even inside. To the interaction ...
Another aspect also comes into play, says Thomas Dautl, Head of Manufacturing Technologies at MTU: “With engines that require less maintenance overall, the fly-by-hour business model becomes more economical.” Under this model, MTU customers pay a fee for the flight hours the engine has served, which covers both scheduled maintenance and unplanned repairs. “It’s kind of like an insurance policy,” observes Dautl. “The fewer cases of unplanned damage that arise, the better it is for the customer and the bigger our cost saving.” But the system works only because MTU is prepared to invest up front, Dautl explains, “but the leverage it affords is huge, as it can double and even triple the service life of a component.”
Vacuum-metalized elasticity
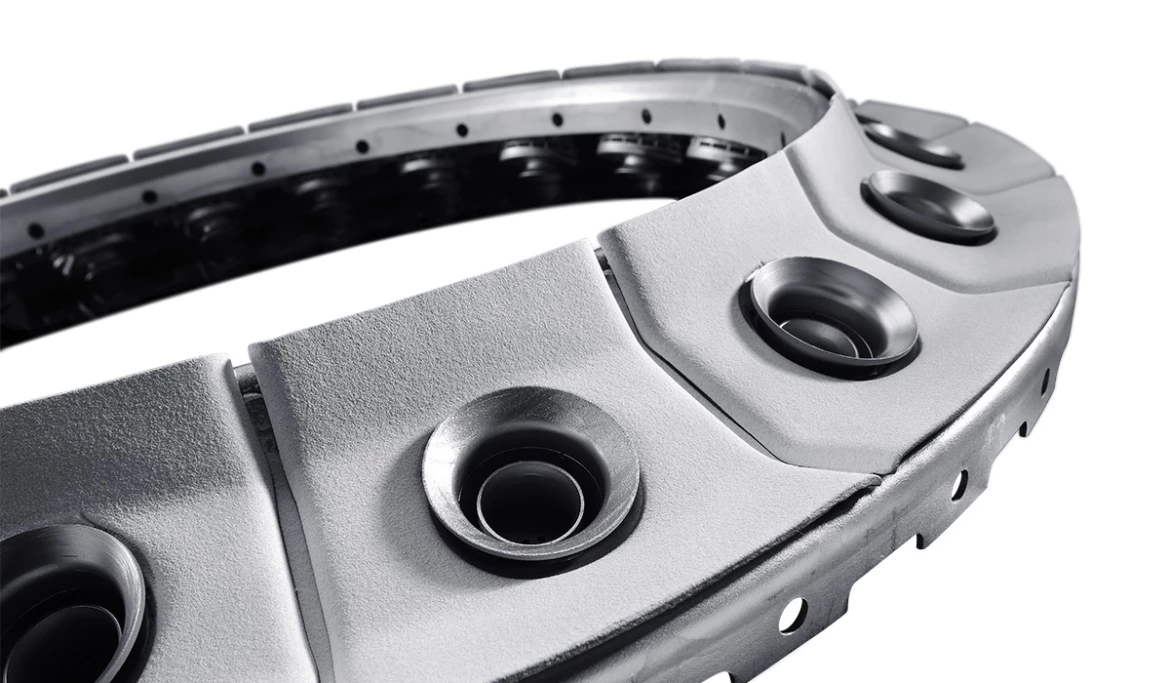
MTU’s ERCoatnt® erosion protection also plays its part. “The coating for high-pressure compressor rotor blades and guide vanes offers between six and ten times better resistance against erosion than untreated components,” says Eßlinger. In regions with a lot of sand, dust and aerosols in the air, such as the Middle East or India, an erosion coating has to perform equally well: “Without coating, a few flight hours is all it takes in this environment for material abrasion to occur on the blades together with the corresponding loss of engine performance,” says Eßlinger. To ensure that ERCoatnt® is particularly well able to withstand the constant bombardment with particles, the MTU developers designed the abrasion protection as a multi-coat system. At a time, two coatings are applied to the blades in alternation to build up a total of around 15 layers, each a few micrometers thick and always in the same order: metal nitride followed by metal. This resolves a dilemma that plagued conventional erosion protection before now: if you make the coating hard, it protects effectively against abrasion, but also increases the risk of germ formation in cracks; if you soften it up, you reduce this risk, but at the expense of the coating’s service life.

MTU erosion protection ERCoat
ERCoatnt® helps reduce erosion in the compressor. Components treated with the new protective coating are six to ten times more resistant to the effects of erosion than untreated components. To the video
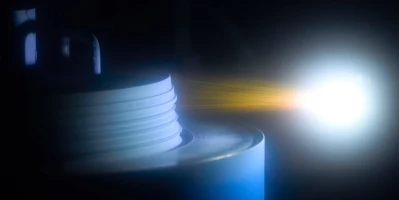
In ERCoatnt®, hard and soft coats alternate with each other. “This ensures that the erosion protection possesses a certain flexibility and is slower to tear when bombarded with sand and dust,” says Dautl. And even if it does, the crack cannot grow unchecked, because the soft layer stops it. In the course of the component’s lifetime, the individual layers are used up successively and still offer active protection down to the last few micrometers. “And then we simply re-apply the coating system from scratch,” says Seidel. To do this, MTU uses physical vapor deposition (PVD), which involves evaporating the respective coating materials in a vacuum and then letting them rain down on the component. “The longer we leave a blade in the vapor, the thicker the coating deposited on it,” explains Seidel.
Aluminum-chromium for low-pressure turbines
A new aluminum-chromium (AlCr) coating designed for all stages of the low-pressure turbine also promises significantly longer component service lives. It offers simultaneous protection against oxidation at temperatures above 900 degrees Celsius and against sulfidation at temperatures between 700 and 900 degrees Celsius. Sulfidation refers to chemical reactions that attack the material and where sulfur is the catalyst. As part of an MTU-patented process, both chromium and aluminum are applied in a defined manner to the surface of blades to provide targeted local protection as required—in other words as dictated by the component’s temperature profile—against oxidation and sulfidation. As Eßlinger explains: “That gives our customers flexibility where needed and at any rate four times as much protection against sulfidation than before.”
Coatings becoming increasingly specific
For Uwe Schulz from the German Aerospace Center’s (DLR) Institute of Materials Research in Cologne, this kind of adjustable AlCr coating is a sign of things to come. Head of the High Temperature and Functional Coatings department, Schulz expects that not only will more components be coated in the future than ever before, but that they will be coated in much more bespoke ways. “This will happen first because of the greater possibilities afforded by a growing understanding of the mechanisms of action, which will allow us to improve existing coatings so that engines can work that bit more efficiently. Second, new materials will force us to make these changes,” says Schulz. For example, fiber-reinforced ceramics promise big improvement potential in terms of the cost-effectiveness, service lives and weight of the engines of tomorrow. “But these ceramic materials also need additional protective coatings,” notes Schulz. In short, these unimposing coatings that have such a big effect will be in high demand in the future, too.