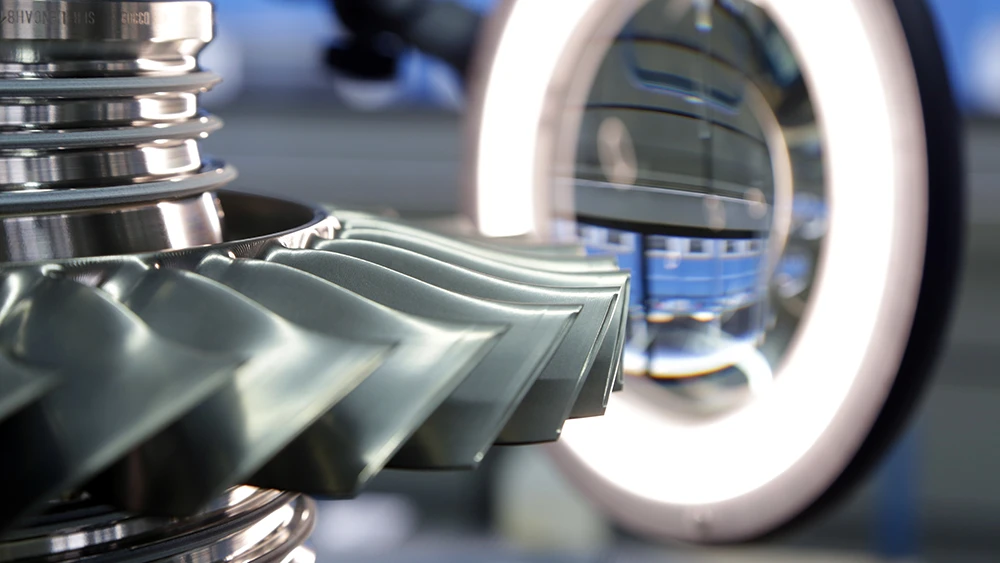
1995, als Arthur Schäffler den vier Eurofighter-Kunden zum ersten Mal den neuen Full-Blisk-Niederdruckverdichter für ihr Jet-Triebwerk EJ200 präsentierte, war die Begeisterung allerdings sehr verhalten. „Es gab sofort heftige Diskussionen“, erinnert sich der damalige Technische Direktor des EJ200-Konsortiums Eurojet an das Treffen in London. Die Vertreter Spaniens, Deutschlands, Italiens und Großbritanniens waren nicht grundlos skeptisch. Zwar kam eine erste Blisk schon damals in einem Hubschraubertriebwerk zum Einsatz. Die Blisks, die ihnen MTU-Mann Schäffler vorschlug, hatten aber einen erheblich größeren Durchmesser als das Helikopterbauteil. „Wir haben uns mit den EJ200-Blisks an vorderster Entwicklungsfront bewegt“, sagt der heute 81-jährige Ingenieur. Notgedrungen, denn um die Lebensdauer-Vorgaben für das EJ200 erfüllen zu können, mussten die MTU-Ingenieure auf die neue Technologie setzen. Die Umfangsgeschwindigkeiten der Rotoren in dem Jet-Triebwerk – und damit die Fliehkräfte – waren so groß, dass die Reibkorrosion bei der konventionellen Einzelschaufel-Technik zum Problem wurde. Dabei bilden sich auf den Oberflächen von Schaufelfuß und Rotornut kleine Grübchen, die zu Rissen und letztendlich zum Schaufelverlust führen können.